滚筒线厂家服务至上
更新时间:2026-02-25 00:11:23 ip归属地:宣城,天气:多云转晴,温度:0-10 浏览:3次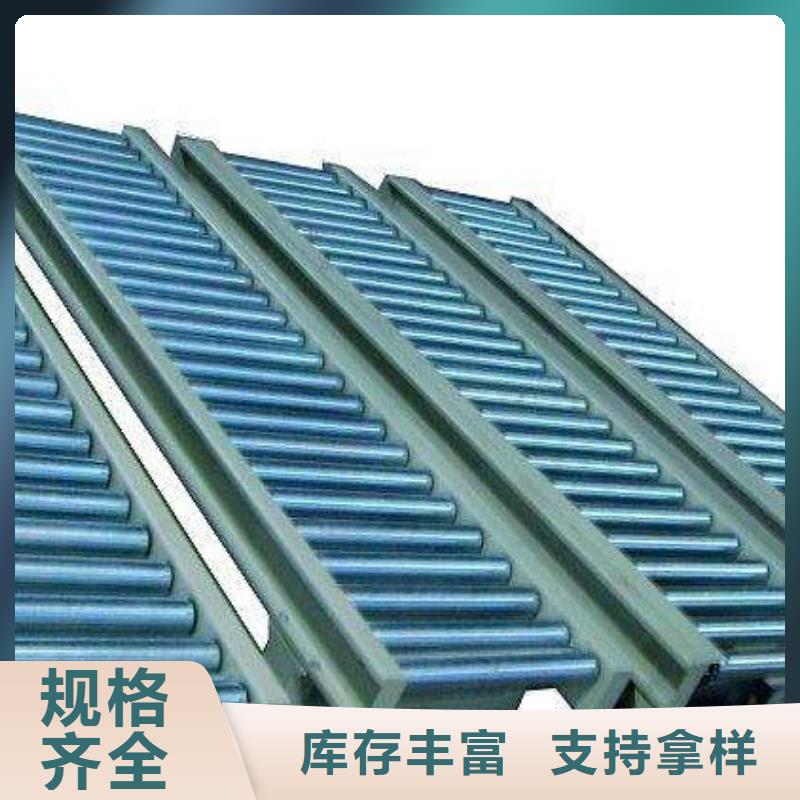

- 发布企业
- 依利达包装器材(宣城市宁国市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍


生产流水线的特征是每一道工序都有特定的人去完成,一步一步地加工,每个人做一个特定的作业。生产流水线是在必定的线路上接连运送货品搬运机械,又称运送线或许运送机。
按照运送系列产品大体能够分为:皮带流水线、板链线、倍数链线、插件线、网带线、悬挂线及滚筒流水线这七类流水线。通常包含牵引件、承载构件、驱动装置、张紧装置、改向装置和支承件等。
流水线运送才能大,运距长,还可在运送过程中同时完成若干工艺操作,所以使用十分广泛。
流水线设备的机头电机切不可将电机进水,也不能在电机上加柴油及液体有机化合物,因为这样可能导致电机的绝缘损坏而出现故障。调速头的保养方法同电机。
流水线设备的链条在长期的运转后可能导致原来的润滑油发热挥发,而导致链条在运行过程中不平衡,噪声增大,爬行等。此时可打开机尾的封板,向链条加上黄油或浓一点的润滑油等。



按驱动方式有单独驱动与成组驱动之分。前者的每个辊子都配有单独的驱动装置,以便于拆卸。后者是若干辊子作为一组,由一个驱动装置驱动,以降低设备造价。成组驱动的传动方式有齿轮传动、链传动和带传动。动力式辊子输送机一般用交流电动机驱动,根据需要亦可用双速电动机和液压马达驱动。
?动力滚筒输送机还可分为直线动力滚筒输送机、转弯动力滚筒输送机、
动力滚筒输送机、自由动力滚筒输送机、重型动力滚筒输送机、包胶动力滚筒输送机;
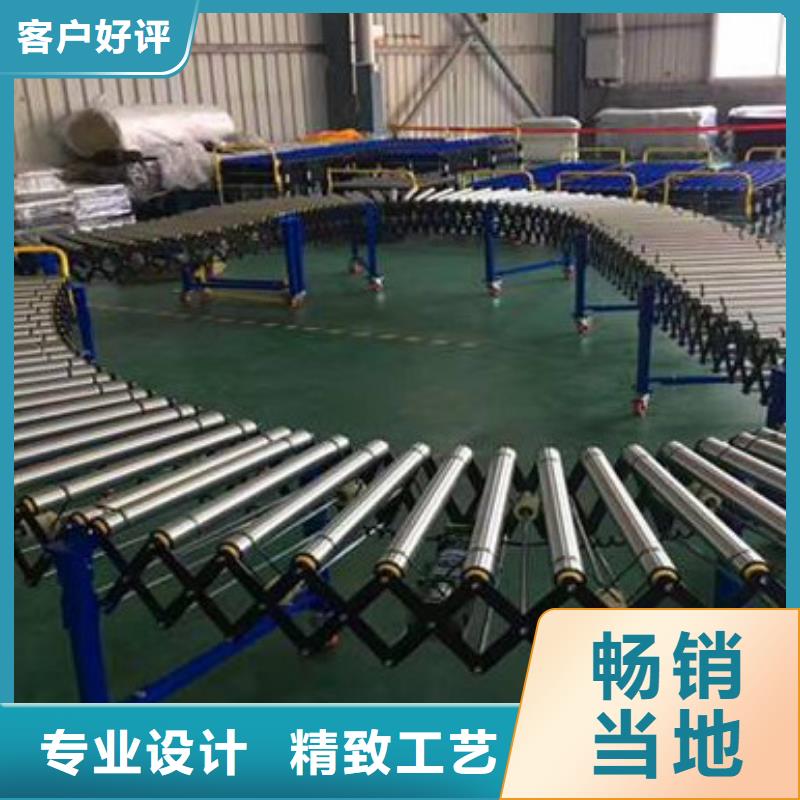
?转弯滚线标准转弯内半径:300/600/900/1200mm等或定制;
?直段滚筒所用的滚筒直径:38、50、60、76、89mm等或定制;?
布局形式:水平输送,倾斜输送和转弯输送;
结构形式:从驱动形式上分为有动力、电动滚筒等;
机架材质:碳钢喷塑,不锈钢,铝型材;
动力方式:减速电机驱动,电动滚筒驱动等形式;传动方式:单链轮、双链轮、O型皮带、平面摩擦传动带、同步带等;动力滚筒输送机调速方式:变频调速,无级变速等;?

所以我们在使用输送机配件的过程中以上的这些操作注意事项很是重要,这也是配件使用性能,使用寿命的有效保障,因而我们操作人员必须熟练的掌握这些技巧 。
什么是无动力滚筒、无动力滚筒的结构:一、 什么是无动力滚筒?首先,滚筒是一种分为驱动和从动轴的圆柱形零件,它通常被应用于输送设备、包装机械等各类传动输送系统中,而无动力滚筒正是滚筒中的一个分类,是输送设备的主要配件之一。
二、 构造是什么?一般来说,无动力滚筒是由四部分组成的:筒体、内轴、端盖、轴承。1、筒体多数是由钢管、塑料管或者是圆钢制作而成。2、内轴的材质一般是分为两种,直径大的且对精度要求高的用车制,直径较小的则可以用冷拉圆钢。3、碳钢一般被用来制作端盖,它的制作方法一般分为冲制和车制两种,前者用来加工直径小或载重量不大的,后者用来加工直径大或载重量大的。4、轴承则是根据筒体和端盖的尺寸来选择。


我公司在滚筒生产过程中,改变传统的工艺方法,变事后把关为事前控制,对制造过程的各环节实施重点控制。以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。



宣城宁国依利达包装器材有限公司现在将以客户为关注焦点,坚持“以可持续发展为导向,创新求实;以满足 热收缩包装机客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。 经营理念:以人为本,开拓创新,持续改进,追求卓越。 质量方针:弘扬品质精神,构建完善的 热收缩包装机质量管理体系,把品质战略贯穿于公司工作的各个细节中。


流水线设备的构造和工作原理:流水线设备由传动系统、传送带、机架、电器控制系统、附加设施等组成,能在一条流水线中完成不同的生产任务,由多人共同完成一项劳动力比较密集的产品。
流水线的基本原理:利用流水线上的传送带不停地将配件输送至各个工作站,各个工作站上的人员各负其责,共同合作并完成产品的制作,再通过传送带将产品送至后端工序。
在学术上讲就是把一个重复的过程分解为若干个子过程,前一个子过程为下一个子过程创造执行条件,每一个过程可以与其他子过程同时进行。各段中执行时间至长的那段为整个宁波流水线的瓶颈,一般将其执行时间称为宁波流水线的周期。
流水线设备有效的替代了传统的手工制造,从而提高了生产效率和产品质量。
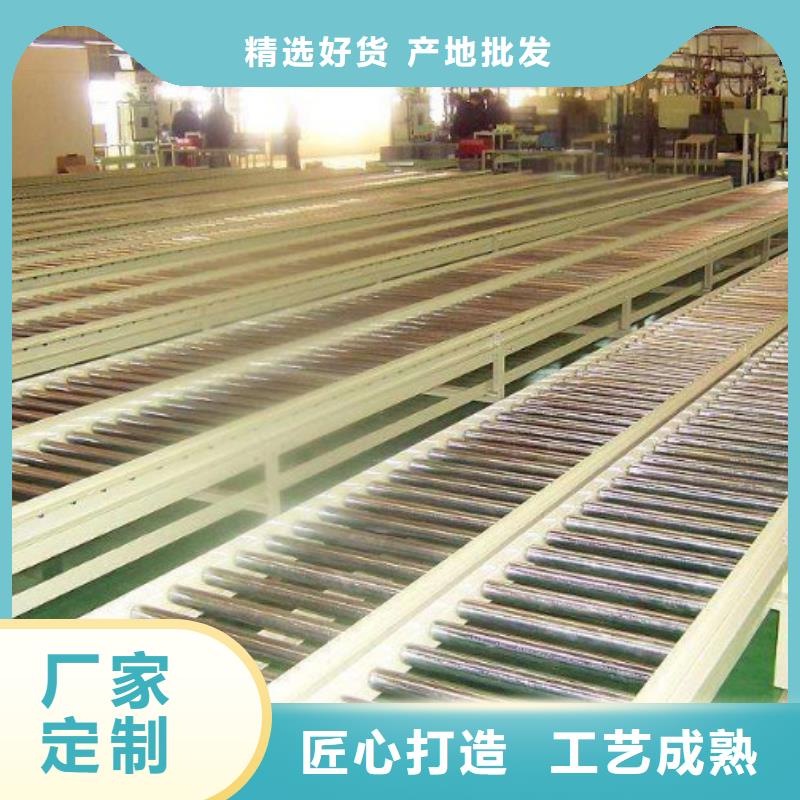
传送的滚筒流水线设备是采用滚筒拖牵工作平面传送运动,来达到生产工艺目的。流水线采用组合式装配模式,工位数、滚筒间距可按工艺要求设定。


