高强板优质供货商
更新时间:2026-02-25 01:59:05 ip归属地:黄山,天气:晴,温度:-7-1 浏览:11次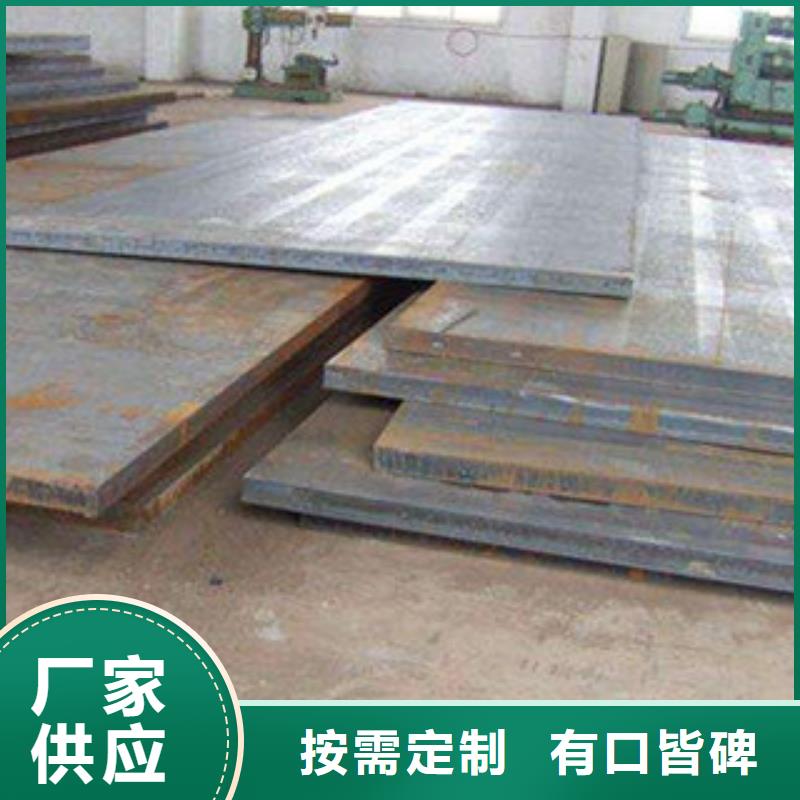


- 发布企业
- 景博钢材(黄山市歙县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 耐磨板
- 所在地
- 汇通物流园
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 薛经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:黄山市歙县高强板优质供货商的产品参数
【景博】持续拓展产品矩阵,现有徽州耐磨板价格地道、黟县耐磨板一对一为您服务、屯溪耐磨板源厂供货、休宁耐磨板买的是放心等,满足不同场景需求。在黄山市歙县本地采买高强板优质供货商到景博钢材(黄山市歙县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:薛经理-【17768165506】。 安徽省,黄山市,歙县 歙县有徽州古城、鲍家花园、新安江山水画廊、雄村、棠樾牌坊群、徽州森林公园、清凉峰自然保护区、南谯楼、忠烈祠坊、渔梁坝、郑氏宗祠、竹山书院、许村古建筑群、新安碑园、斗山街等景点。
想要了解高强板优质供货商产品吗?我们的视频介绍将为您展现产品的每个细节和特点,快来观看吧!
以下是:黄山歙县高强板优质供货商的图文介绍
景博钢材有限公司
功能强大工厂直销价格透明
黄山歙县耐磨板

黄山歙县耐磨板的详细介绍
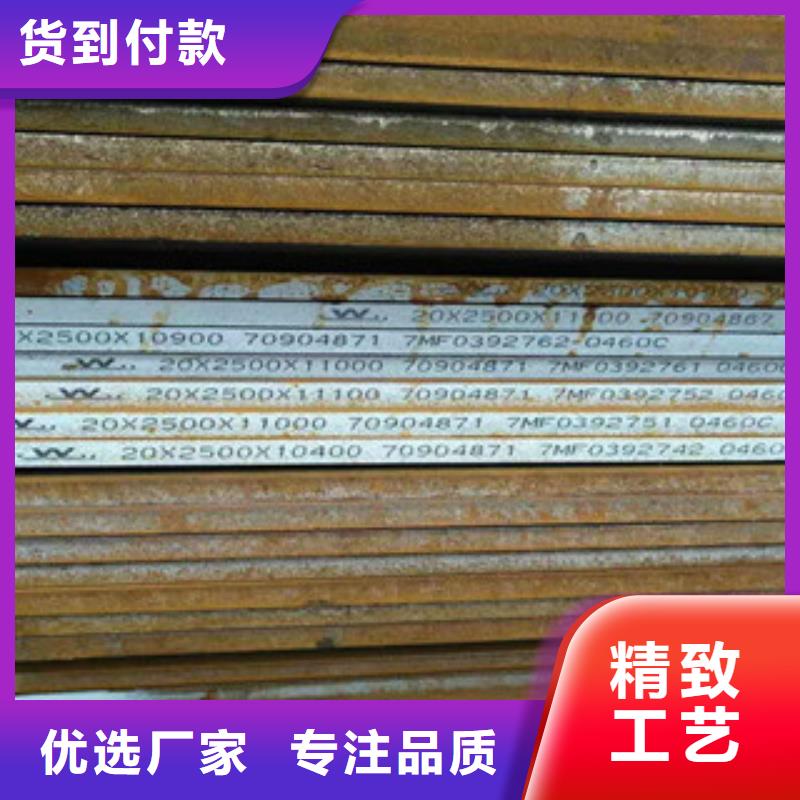
批发货源闪电发货

发现焊接质量问题,各责任班组和个人必须尽快组织处理合格,构件表面的飞溅、毛刺及焊瘤必须打磨清理干净,方可转入下道工序。
各层焊缝焊接工艺顺序必须遵守:“先焊横向焊缝,再焊纵向焊缝,后焊垂直角焊缝”的原则。并采用对称(两个焊工同时施焊)中分式(即从中间到两端分段退焊)焊接。
为了保证焊缝的焊接质量,始焊、终焊处易产生焊接缺陷及应力集中,故引位置要焊接到位,收弧位置不允许有弧坑。拐弯处及应力集中处不允许引弧和收弧。
焊缝尺寸要求: ①、焊缝宽度B≤20mm时,B可以+1.5;②、焊缝宽度20mm<B≤30mm时,B可以+2.5;③、焊缝宽度B>30mm时,B可以+3.0;④、焊缝余高≤1+0.1B;⑤、焊缝凹度:对要求焊平的焊缝可以凹入0.5mm,其余不许。
焊接后热处理:
焊后整体退火。焊后采用整体内应力热处理,焊接中产生的变形和应力,保证Q690高强度钢材料的组织形态和焊接焊缝强度,严格控制退火炉温度在600-650°C。保温3-4小时,温度随炉温降至260以下出炉空冷,用以焊接应力,提高结构件的尺寸和稳定性。增强抗应力腐蚀,改善接头组织及力学性能,提高结构件长期使用的质量稳定性和工作性。

匠心制作
微观细节见品质






黄山歙县景博钢材有限公司多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司【耐磨板】产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。

您是想要在黄山市歙县采购高质量的高强板优质供货商产品吗?景博钢材(黄山市歙县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的高强板优质供货商产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:薛经理-【17768165506】,地址:《汇通物流园》。